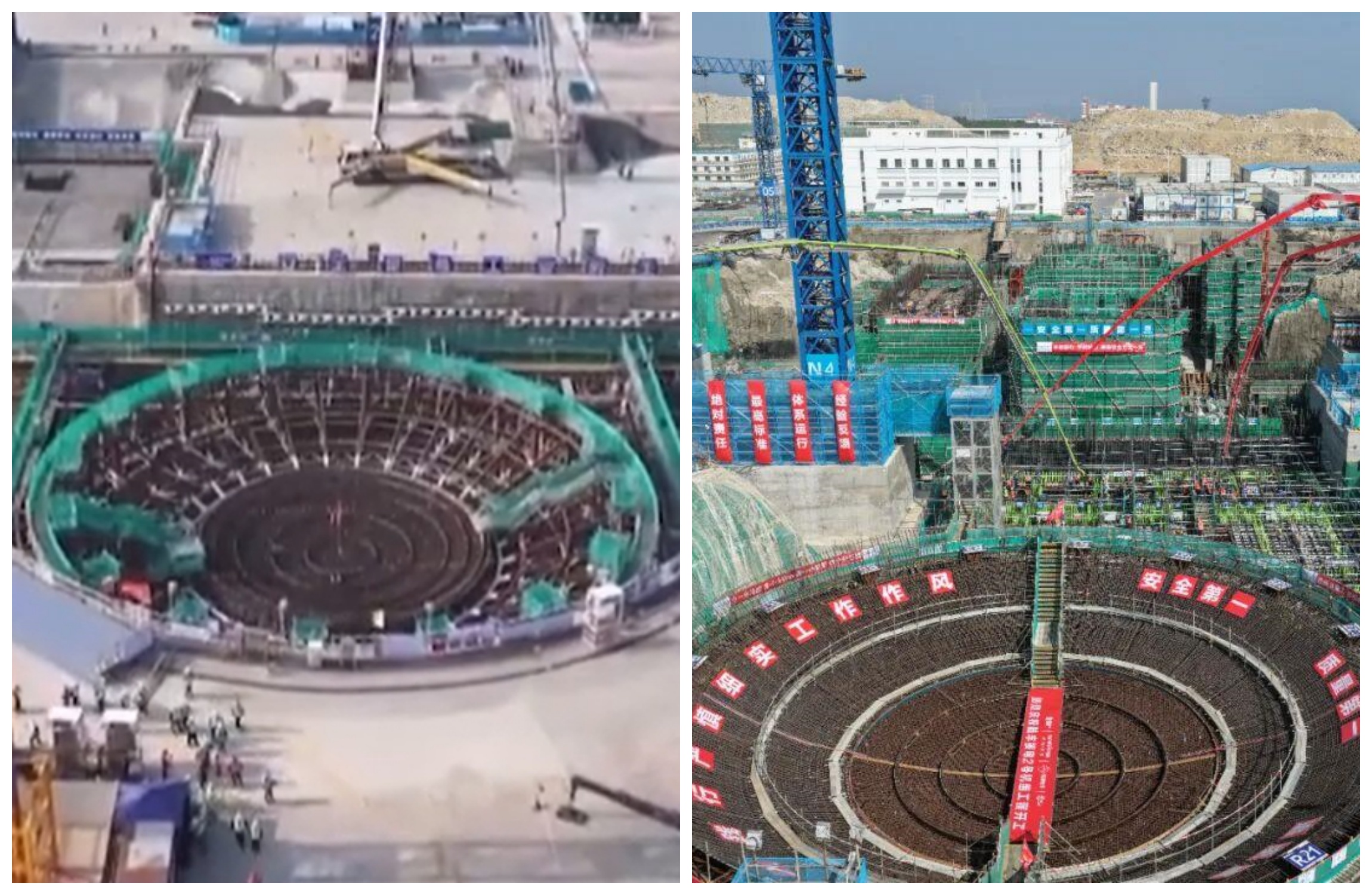
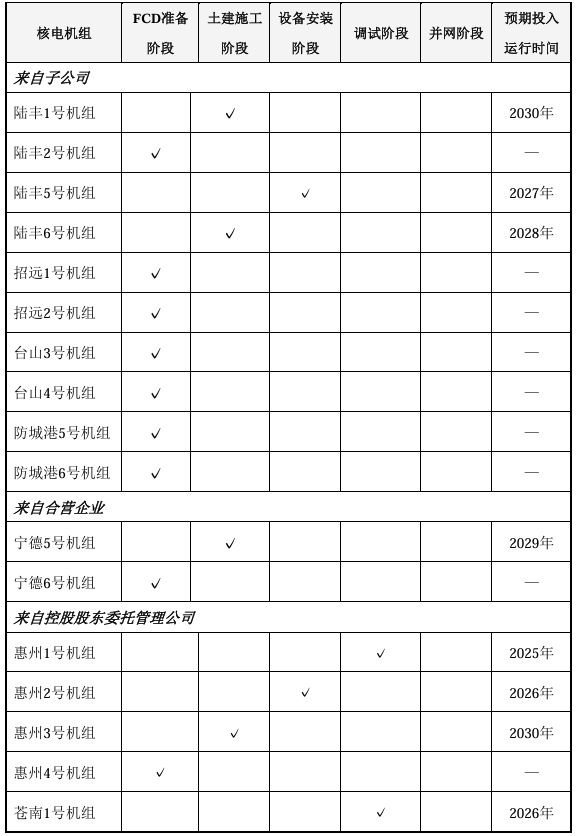
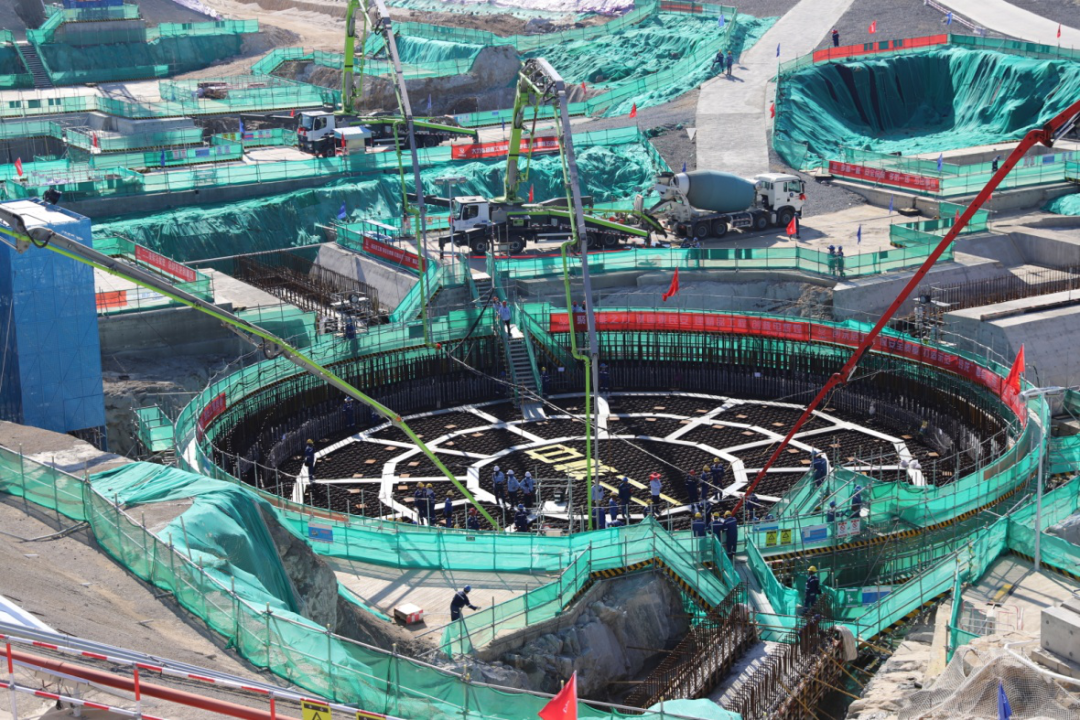
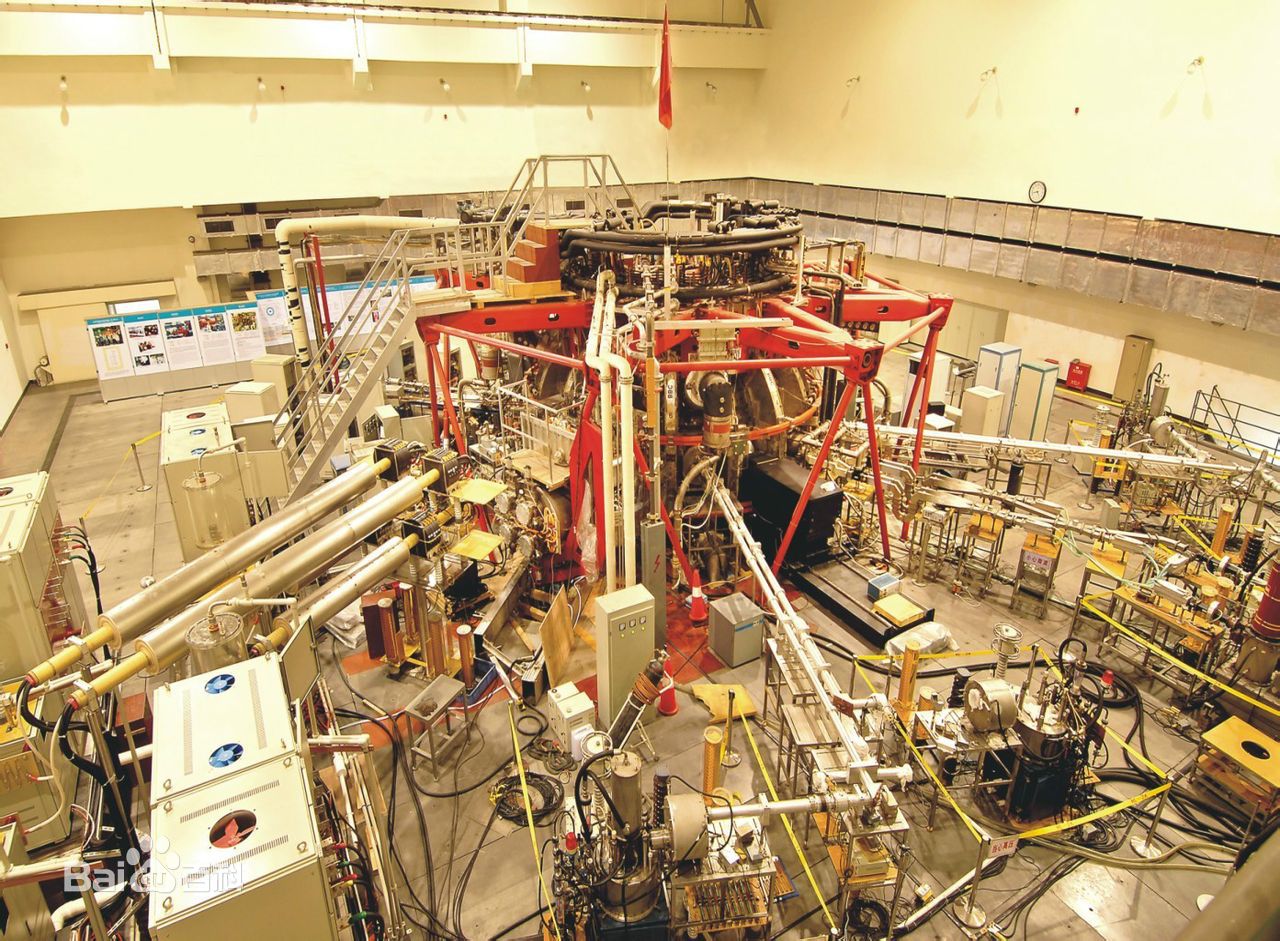
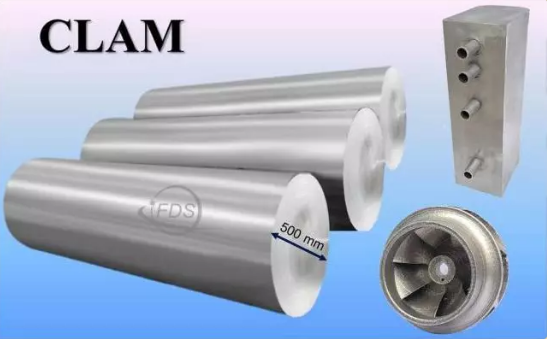
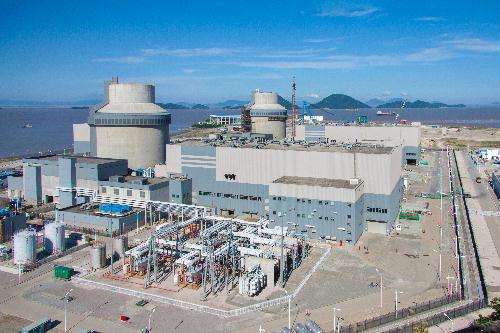
½��˵�5�Ż������ܵ�����Բ�����
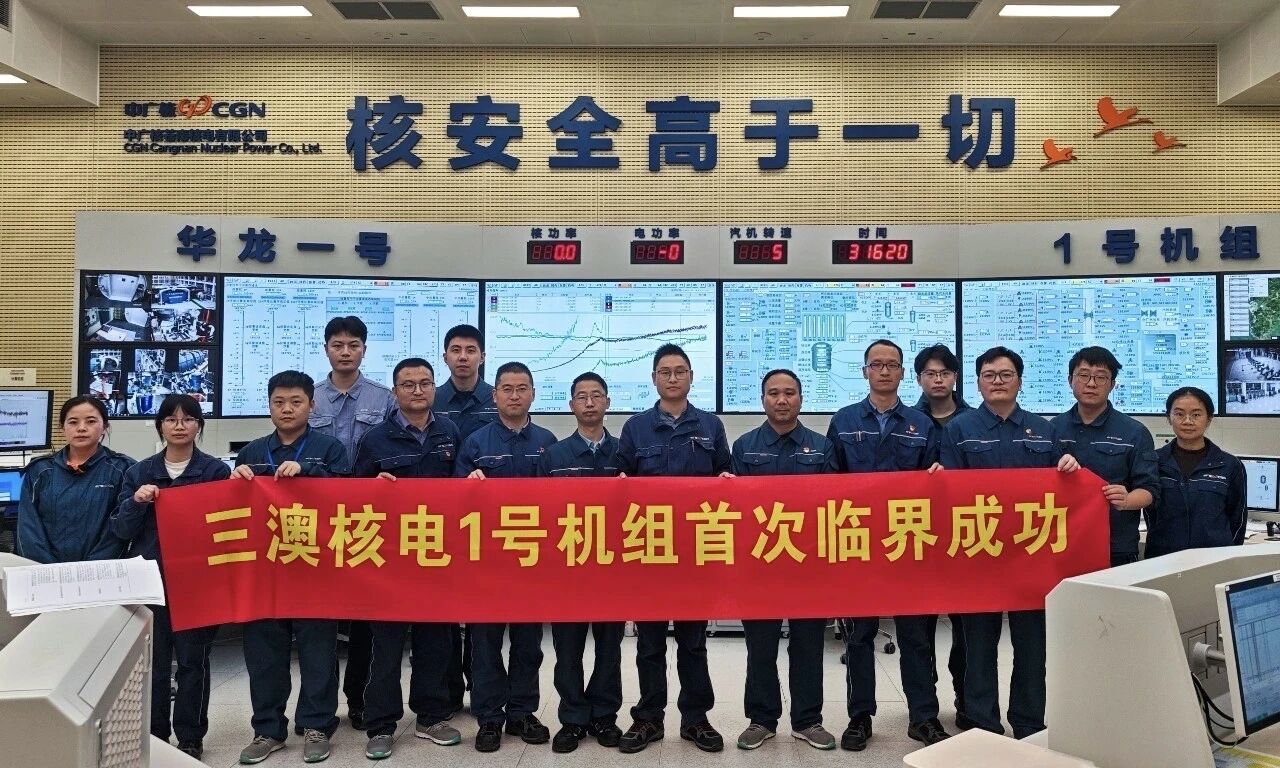
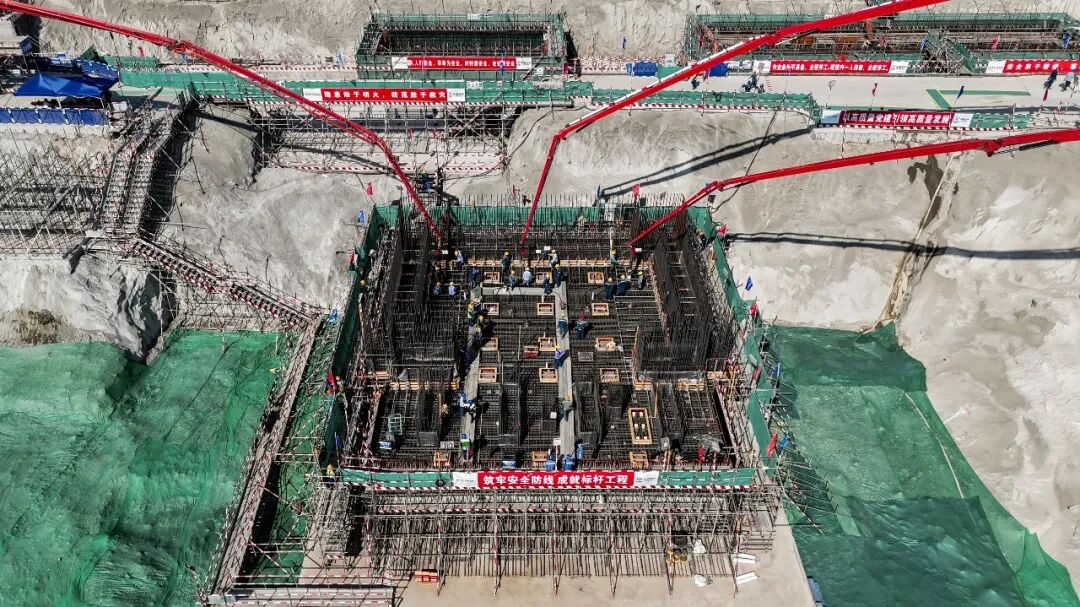
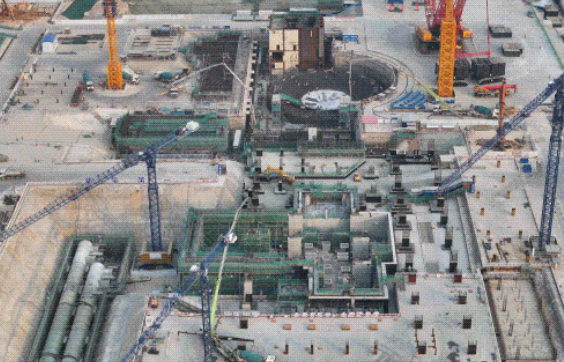
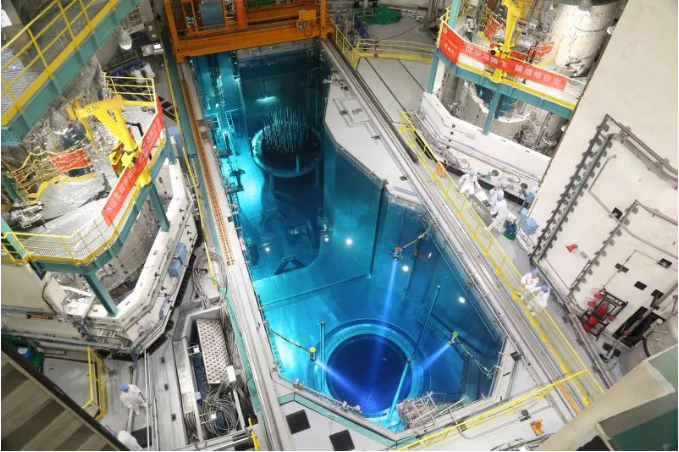
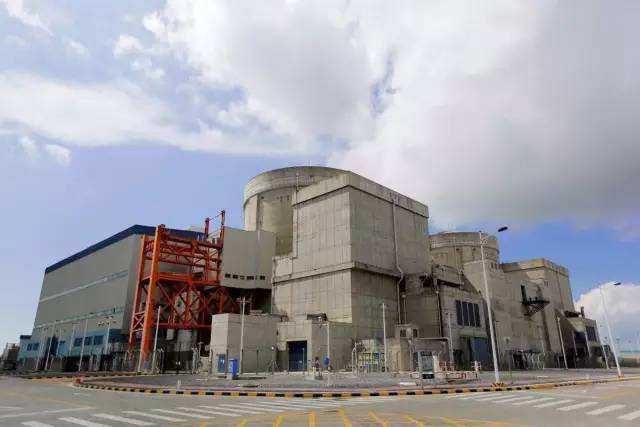
½��˵�1�Ż��鳣�浺����̨�����������˳�����
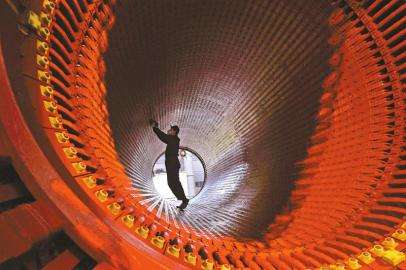
8��9��5ʱ38�֣�½��˵�1�Ż��鳣�浺����̨�������˳��������ɣ���ʱԼ42Сʱ39�֣�������������2711����
7��31����8��6�գ�½�ṫ˾��1�ų��浺����̨�忪չ�˽���ǰ��ר���飬���������̨��ֽģ�塢Ԥ������Ȱ�װ��������ʵ�˻��������ȹؼ���Ա�ͻ����������豸������������Լ��������ó�ռλ�����ͨ�е�·�İ�ȫ����ȸ����ǰ�Ⱦ�����������8��7������8:30ȷ�Ͼ߱�����������10:59��ʽ��ʼ������
1�Ż��鳣�浺����̨�����������˳����ɣ�Ϊ���������������彻����������������
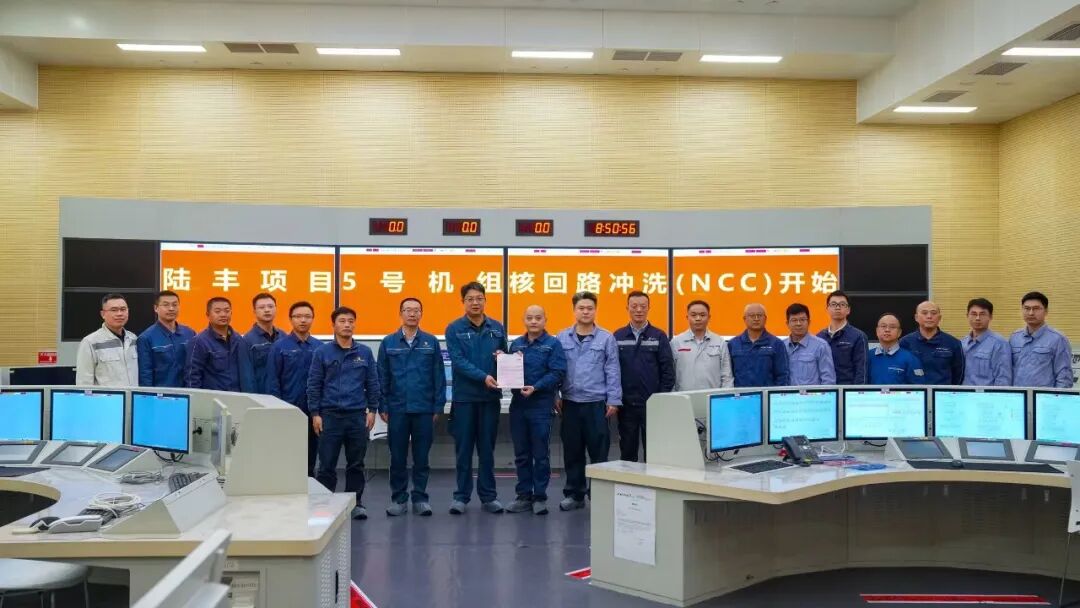
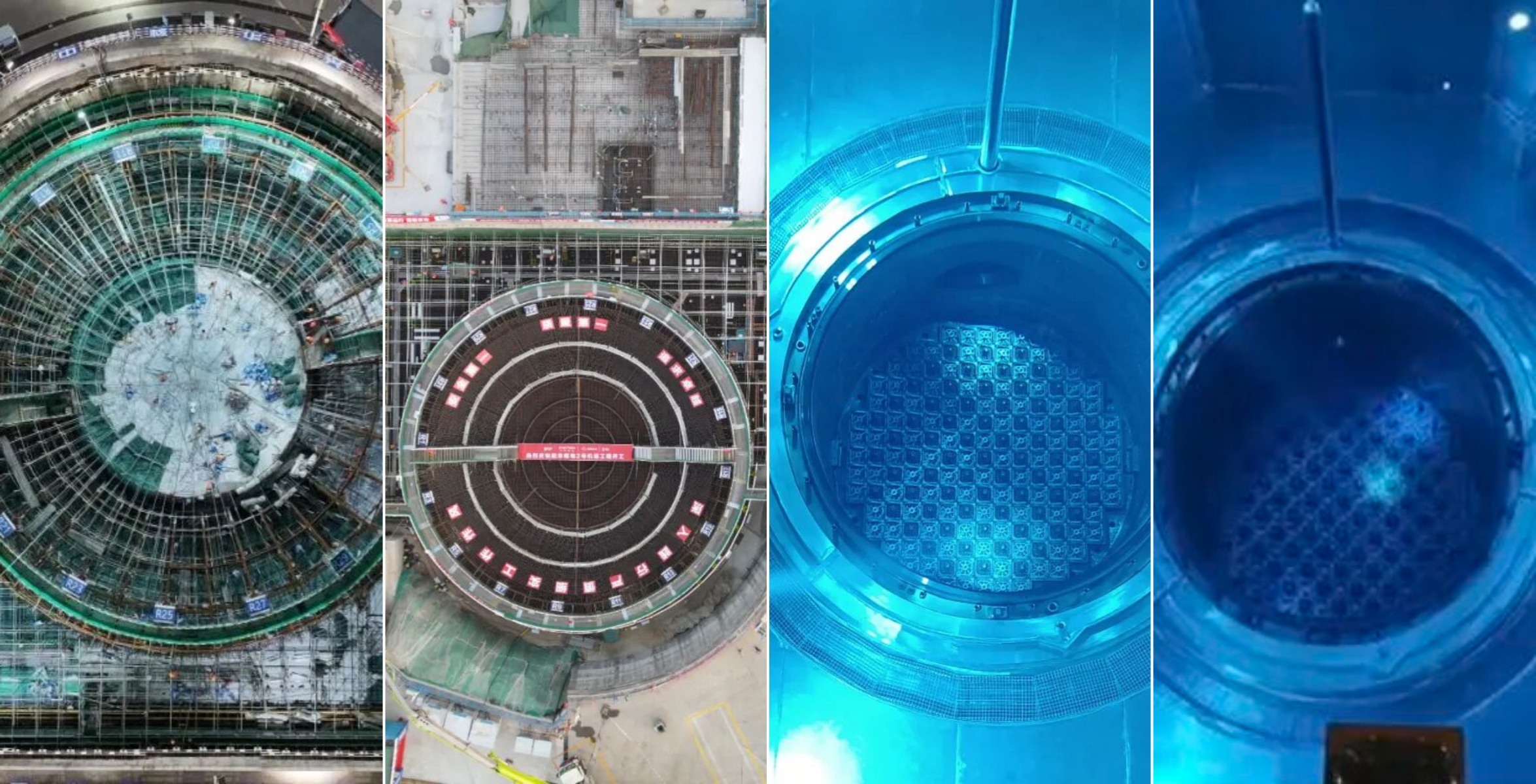
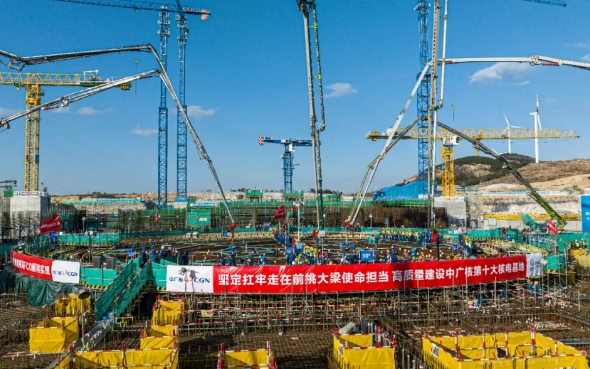
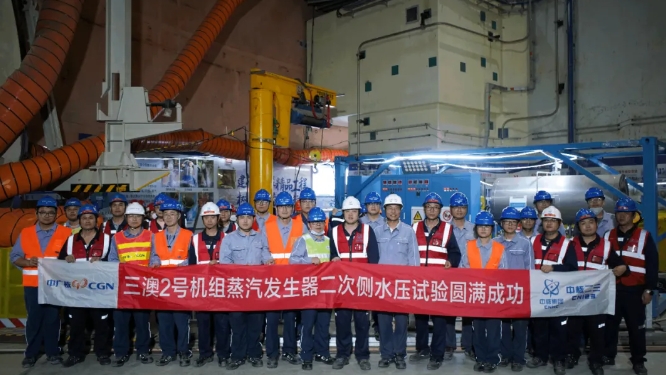
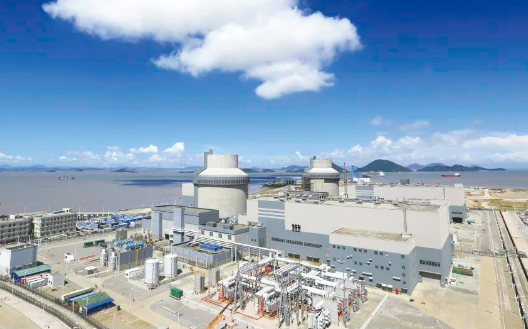
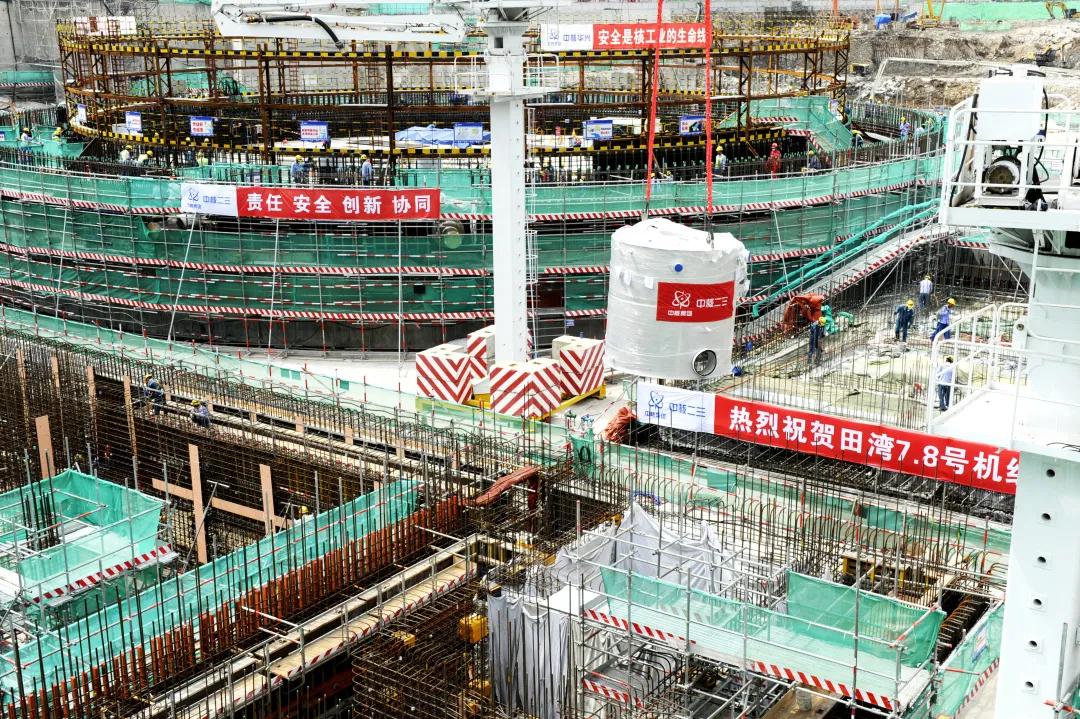
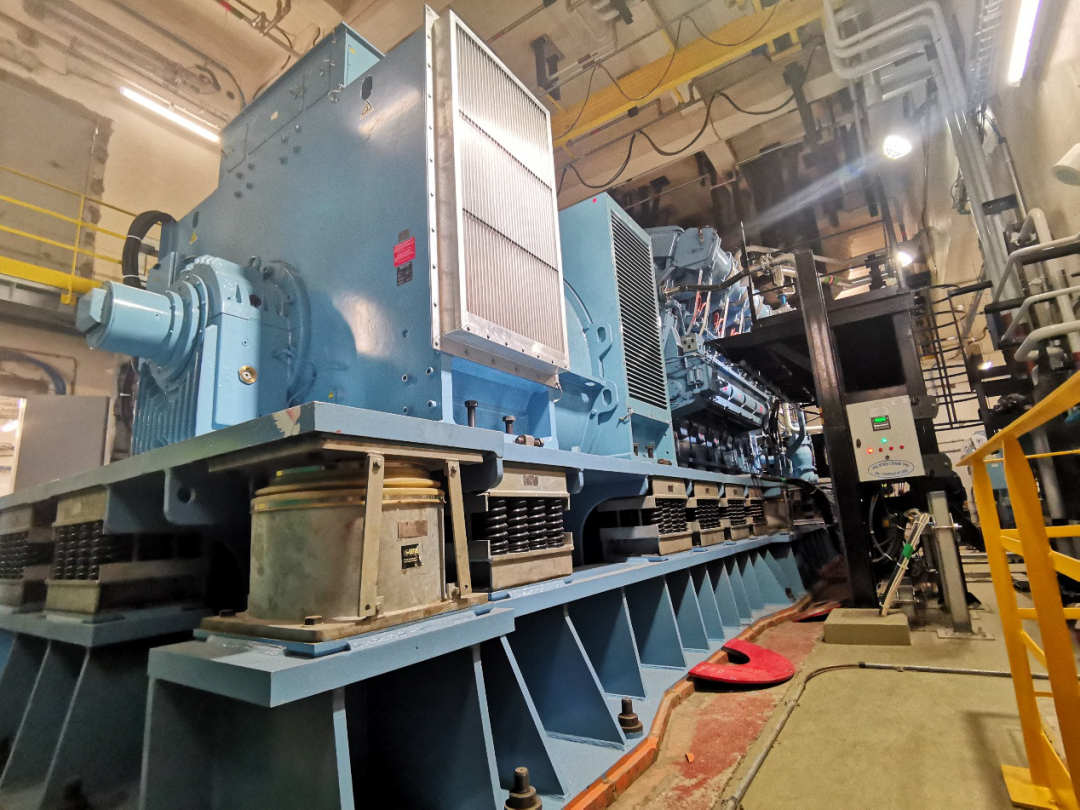
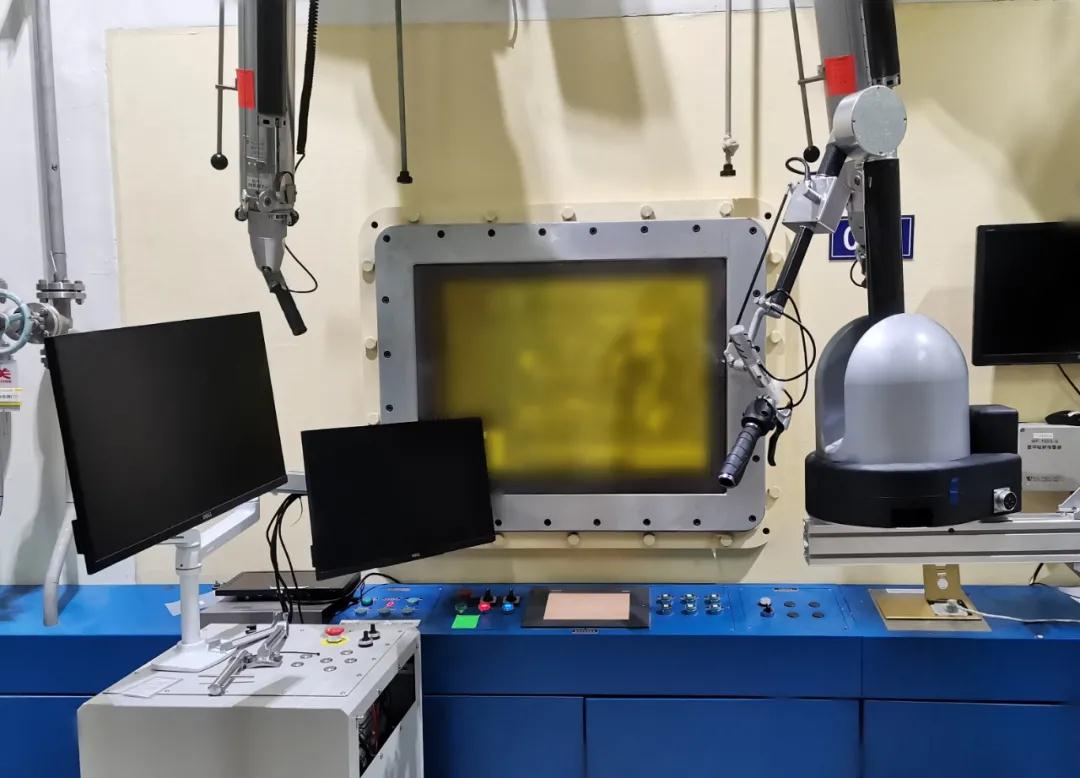
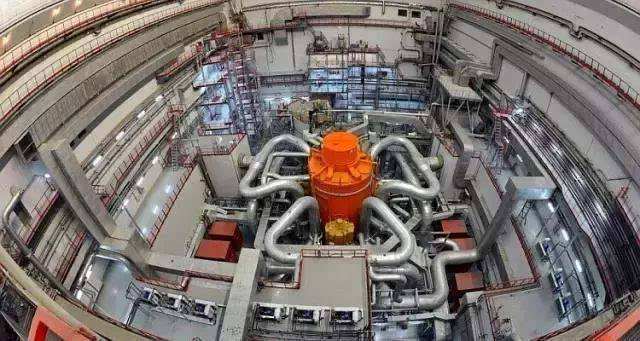
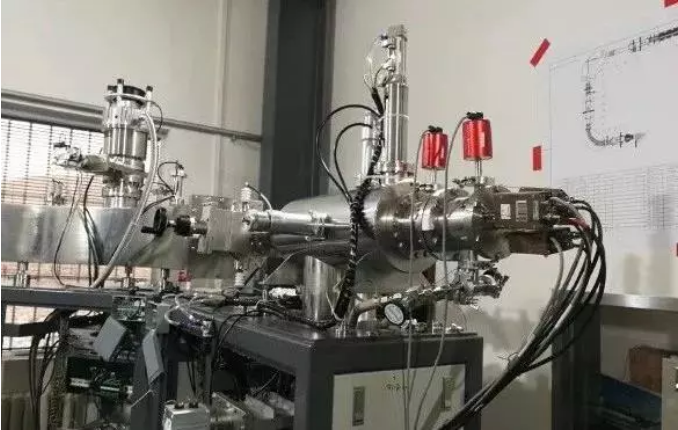
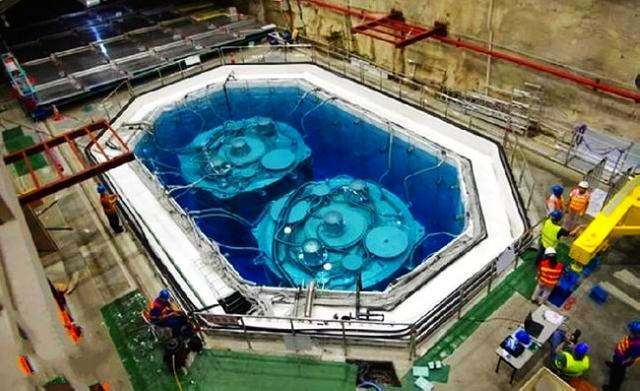
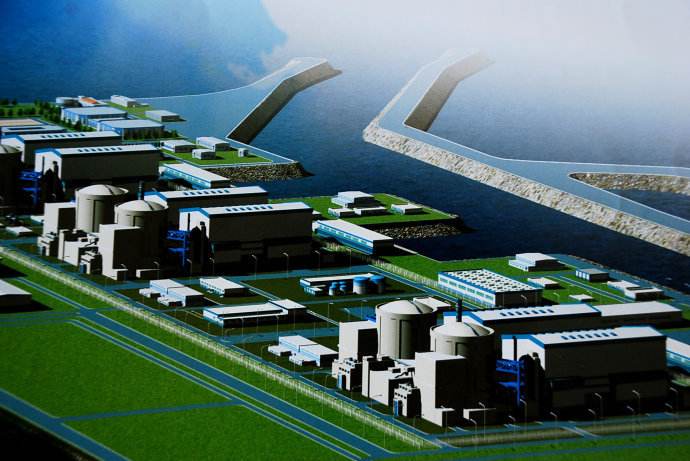
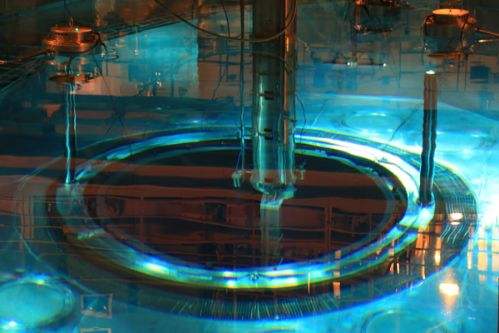
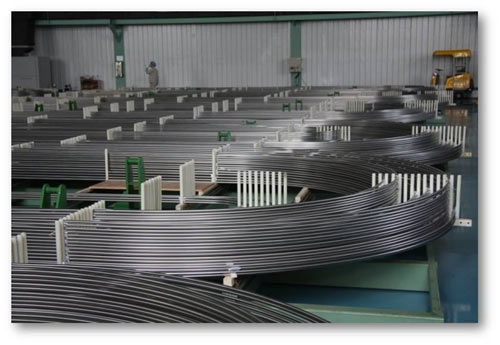
����˵�վ8�Ż������ܵ�����˳�����
2025��8��10�գ�����˵�վ8�Ż������ܵ����ɶ����һ��1N7����˳��ͨ�������⣬��־��8�Ż������ܵ����庸�ӹ���ȫ����ɡ�
����˵�վ7��8�Ż���ΪVVER������ƣ���Ӧ����ȴ��ϵͳ��������������Ӧ��ѹ�������Ĵ��Ȼ�·��ɡ�ÿ����·ͨ�����ܵ��ѷ�Ӧ��ѹ���������������������������ӳ�һ���պϻ�·��ÿ����·��7�����ڣ���28�����ڣ���������Ҫ�ߣ�ʩ�����ո��ӣ����ܵ��ĺ�����������ϵ���˵�վ���а�ȫ�ͷ���������
�˴����ܵ����������˳����ɣ�����Ŀ������᳹��ʵ���Ź�˾����Խ�ꡱ���߲��������ʵ������ͨ�˺˵�һ��·ϵͳ�ġ�����������Ϊ����һ��·������ϵͳ�İ�װ���������˹ؼ�Ӱ�죬ҲΪ�˻�·��ϴ����̬����������ش���̱��ڵ��˳���ƽ��춨�˼�ʵ������
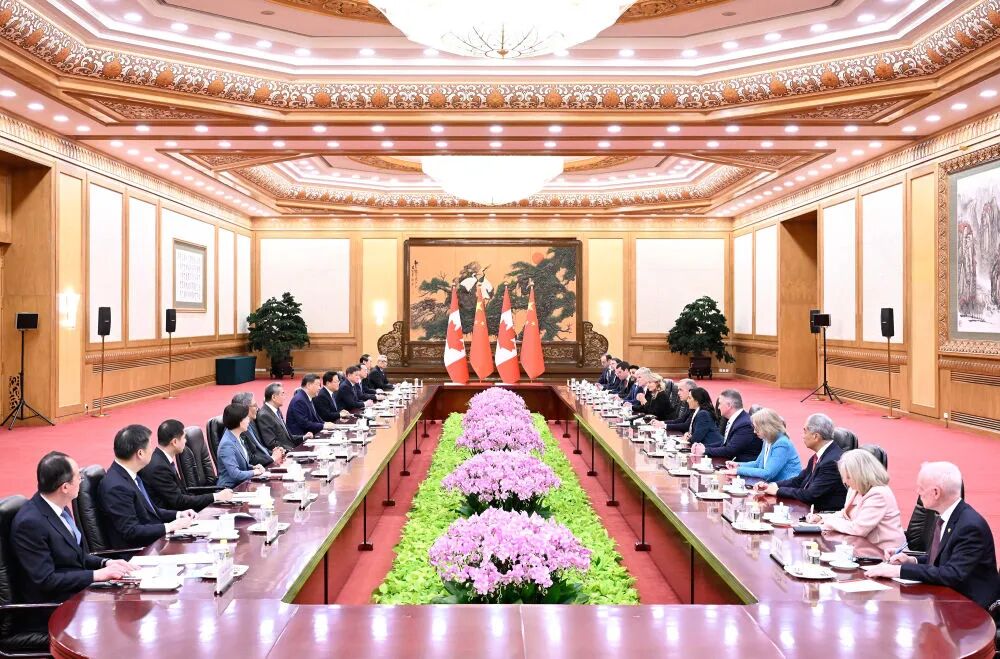
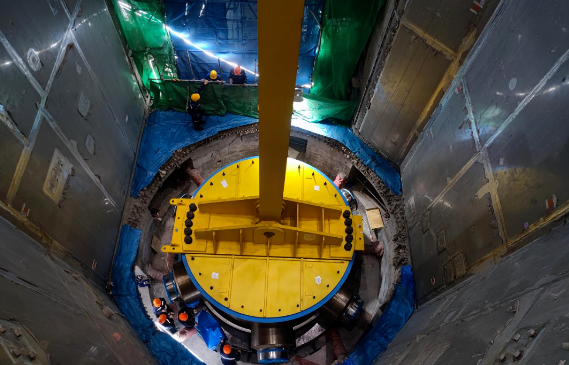
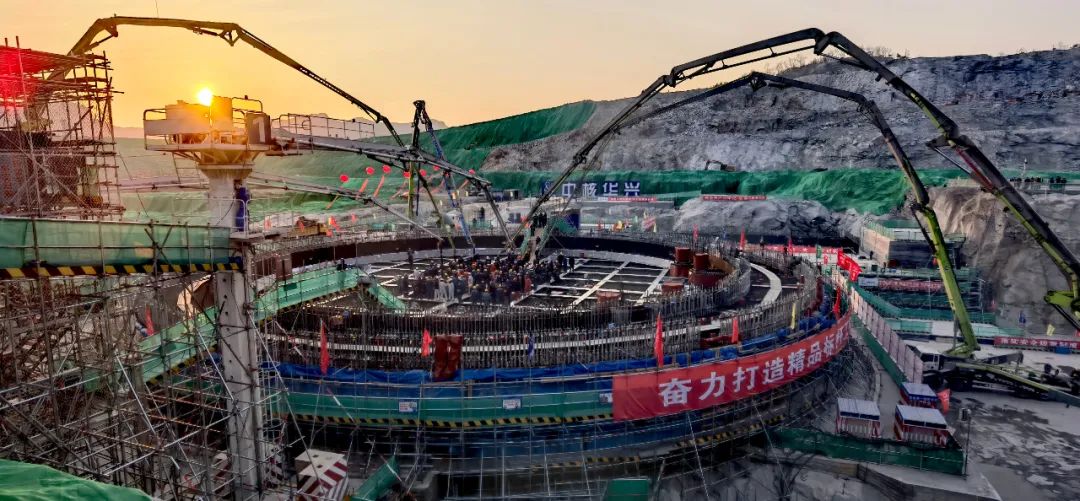
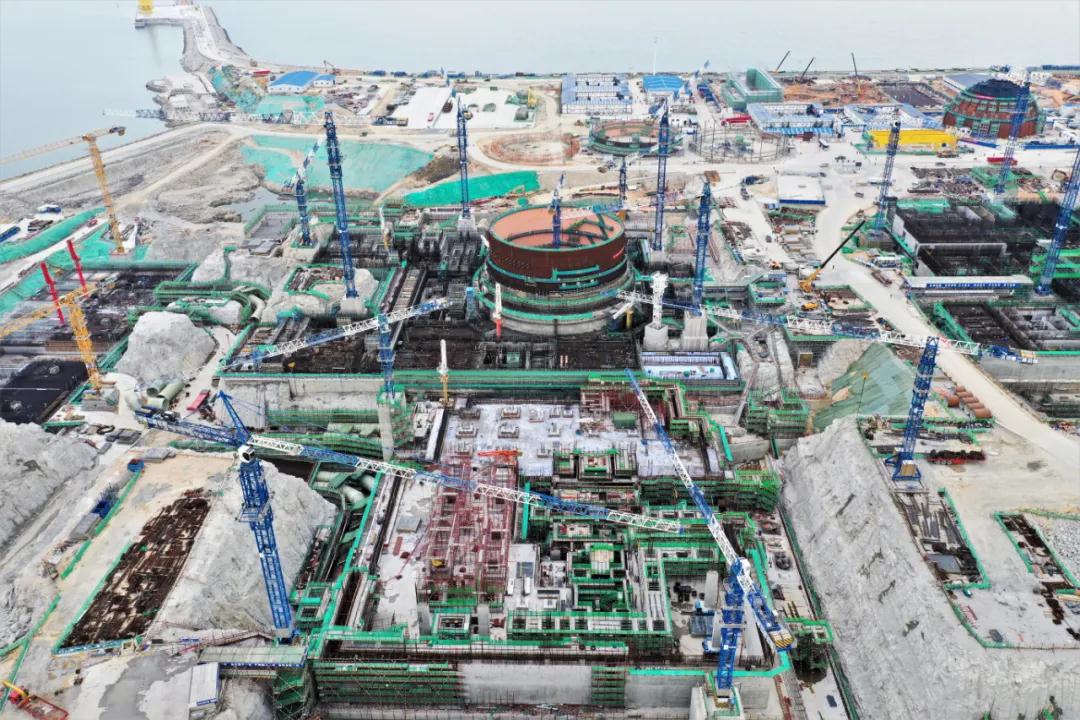
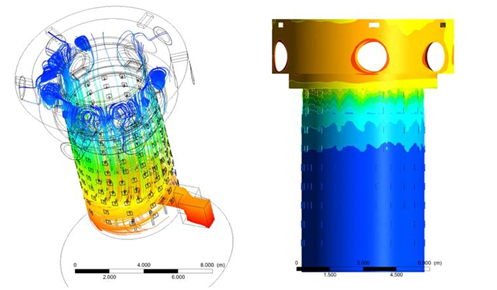
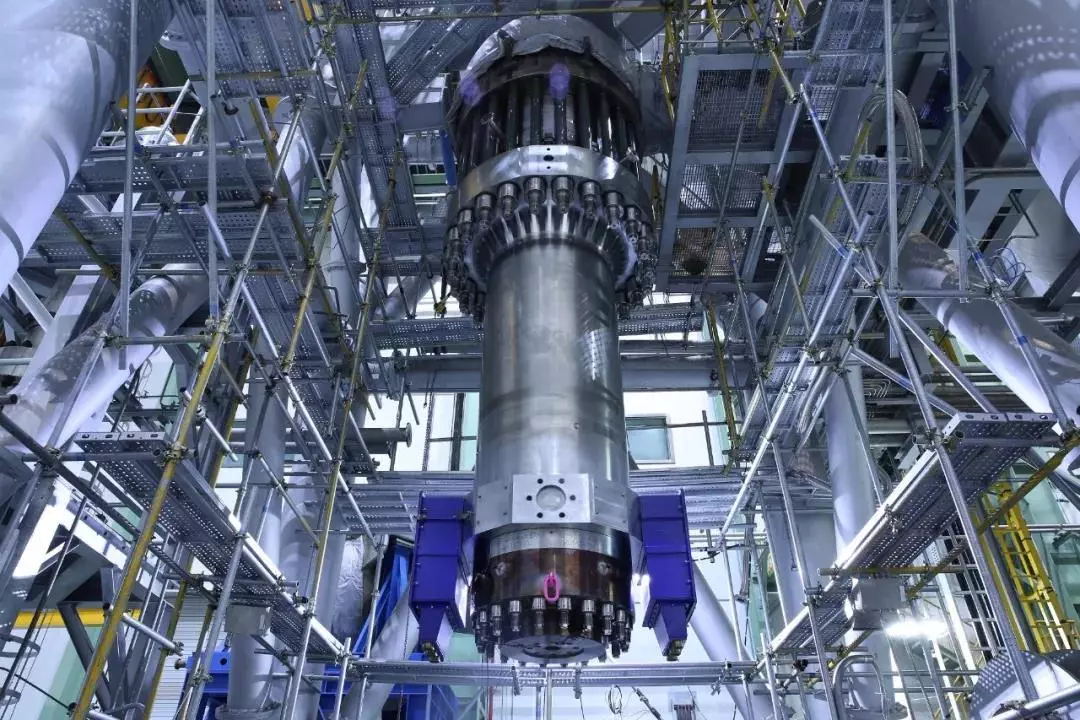
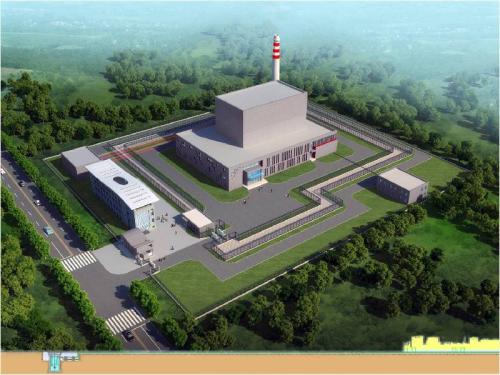
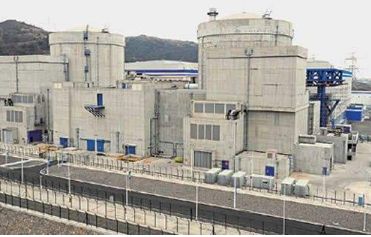
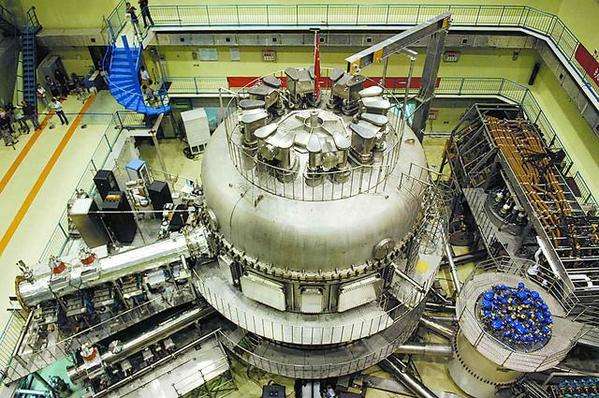
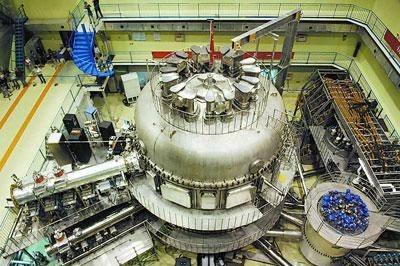
�����˵�4�Ż�����̨������������װ��λ
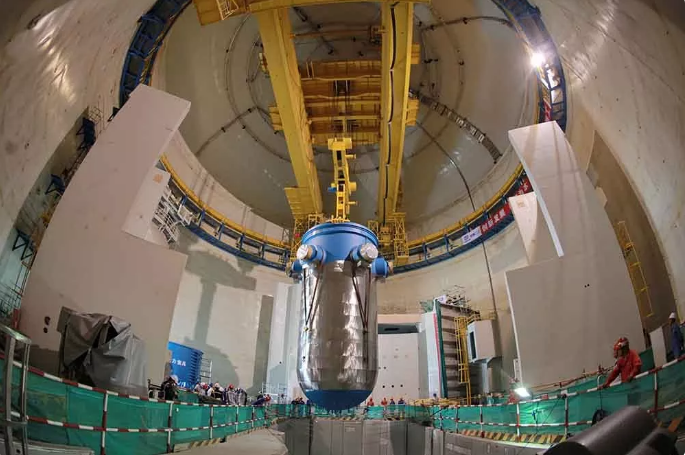
8��13��13ʱ09�֣����к��幫˾�н��ĺ����˵�4�Ż�����̨������������ʱ3Сʱ22����˳����װ��λ����������ƽ�ȡ�����ȫ�����ɿأ�Ϊ�������ܵ����Ӽ�CV����ͷ��λ�춨�˼�ʵ�Ļ�����
�����������Ǻ˷�Ӧ�����豸�е������ء���������豸��ÿ̨��������װ��Ҫ�������β��˿��ܷ������ת����������װ��ר�õ������ӡ���ת��������ȷ���е�һϵ�и��ӹ���












































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































 © 2026 �Ϻ�Ӣ��������ѯ����˾ ��Ȩ����
© 2026 �Ϻ�Ӣ��������ѯ����˾ ��Ȩ����




